в моём случае голова ставится на нарезы. как и с родным ведром.
DAS_61 03-12-2013 21:35
quote: рассверлил ведро до 5мм, вставил втулку из латуни на сборочный локтайт, голова проходит сбодно, юбка с натягом, подогнал торец с наклонной плоскостью казны.
Интересный эксперемент... Приобрёл пару болтов М12 под внутренний шестигранник на авторынке по двадцатке - длина 130 мм. Вполне гарные заготовки под утяжи (если обрезать резьбу, то выйдет чистых 100 мм):
На фото пружина "2. L=298, d3.0, n=38, D=18.4 торцована", с ней рядом новые пружины от мурки с обычным и глубоким задником соответственно.
gondurasov 03-12-2013 23:35
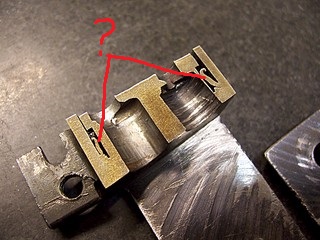
обещанная препарация...
gondurasov 03-12-2013 23:57
резал ИСКЛЮЧИТЕЛЬНО из научного любопытства (в назидание потомкам)
Перед вскрытием изъял клин ригеля...
Вставка ЗНАЧИТЕЛЬНО мягче цилиндра! Замятые края перепуска - моих рук дело
Утонение по стенке обнижения под перепускную втулку такое серьёзное что образовалась трещина. Представляю какой процент брака при такой технологии изготовления
С-Б-А 04-12-2013 12:29
quote: Вставка ЗНАЧИТЕЛЬНО мягче цилиндра! Замятые края перепуска - моих рук дело
Какая то странная технология. Получается что, простая пробка сделанная отдельно с отверстиями под перепуск и ригель, запрессовывается в цилиндр с рогами. Тогда с рогами проблема. Или рога, тоже отдельная деталь. Тогда со стороны казенника должны быть видны следы от пробки. Давно делали вот так, в трубу запрессовывалась пробка и все обрабатывалось вместе. Этот вариант еще даже работает. Потом стали рога и пробку делать вместе и вваривать в трубу. Сейчас на винтовках все делается из одного куска.
С-Б-А 04-12-2013 01:01
Что за отверстие в дне, где должен стоять ответный ригель. Сами сверлили?
manser 04-12-2013 01:28
quote: Какая то странная технология. Получается что, простая пробка сделанная отдельно с отверстиями под перепуск и ригель, запрессовывается в цилиндр с рогами. Тогда с рогами проблема. Или рога, тоже отдельная деталь. Тогда со стороны казенника должны быть видны следы от пробки.
quote: Что за отверстие в дне, где должен стоять ответный ригель. Сами сверлили?
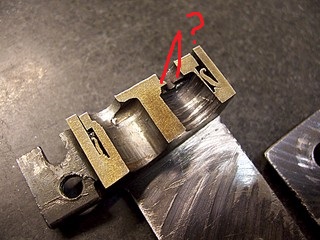
У меня такие же вопросы после увиденного. Добавлю ещё -что это за завитки в между цилиндром и пробкой? Очень странно и не понятно всё это. понимаю что это так выглядит в разрезе,но что это? Некий ограничитель для пробки и его края завернулись после забивания пробки при сборке? И как это всё собирается? Что за технология такая тупая. Ижмех не перестаёт удивлять. И что это в перепуске?
С-Б-А 04-12-2013 03:03
Отверстие в дне, это скорее желание выбить ответный ригель. Пробка, это готовая деталь с рогами и отверстиями, просто запрессована в трубу без сварки. В винтовках место стыка обваривалось. Но почему такие громадные допуска по посадке пробки в трубу? Может контактная сварка применяется?
manser 04-12-2013 04:07
quote: Отверстие в дне, это скорее желание выбить ответный ригель. Пробка, это готовая деталь с рогами и отверстиями, просто запрессована в трубу без сварки. Но почему такие громадные допуска по посадке пробки в трубу? Может контактная сварка трением применяется?
Через отверстие ригель выбивался это понятно. Про перепуск понял это gondurasov что то делал. Про "завитки" вопрос остался.Всё же какое то мудрёноё соединение одного с другим с непонятной конфигурацией деталей.
FROLGAN 04-12-2013 06:05
Феноменальные снимки! Автор МОЛОДЕЦ. Можно сказать на всегда войдёт в историю! Раньше все пилили механически и получали изрядно искажённую картину. Мелкие части неизбежно деформировались. Здесь же мы впервые увидели всё как есть! Глядя на снимок, согласен с версией СБА. Голову с рогами наверняка приваривали трением. Отсюда и завитки (выдавленный при сварке металл). Для этого и ОГРОМНЫЕ полости (что бы было куда выплёскиватися металлу).
Не исключено, что в некоторых экземплярах эти внутренние полости были практически полностью заняты выплеснувшимся металлом ("завитками") и "мёртвый объём" практически отсутствовал.
gondurasov 04-12-2013 08:27
Отверстие просверлил для выбивания клина ригеля Надо было МАКСИМАЛЬНО сократить время реза (станок Японские, казённый). тут надо уточнить: Живу при капитализме, что подразумевает тотальный контроль за производством... зашел-вышел через чек-пойнт; повсюду видеонаблюдение... Работяга АПРИОРИ вор (если не пи...дить добро компании то пи...дит её время) вот и крутимся как умеем
бродник56 04-12-2013 16:40
сомневаюсь про сварку трением, но индукционную видеть доводилось- там не такие заусенчики ,а конкретный гребень металла
manser 05-12-2013 01:38
quote: индукционную видеть доводилось- там не такие заусенчики ,а конкретный гребень металла
Любопытно или так?
и если кардан распилить то примерно такие "завитки" получатся на срезе, но вот что то не верится в такую технологию на ижмехе применительно к "ежу".
С-Б-А 05-12-2013 04:04
Удалил слово трением, так как неправильно выразился. А будем считать что это, электрическая контактная сварка (давлением).
gnom 05-12-2013 06:33
Шикарные фотки. Спасибо
Petrucha 05-12-2013 09:51
Присоединяюсь! Вот она, канава, во всей красе! Интересно, почему экземпляры делятся строго на две группы: с канавой и без? То есть пистолет либо гонится до 165-170 полуграммом, либо больше 120 не стреляет? Мне промежуточные варианты не попадались. Может, только мне? Видел тут недавно обсуждения перепусков, напомню:
gnom 05-12-2013 15:44
Часто внутренняя канава пробки все же заполнена, остается только каемка без расширения внутрь. Я досверливался до нее и бывает, что ровно. Тогда гонится.
бродник56 05-12-2013 16:17
завтра еще одну разрезанную штуку покажу
manser 06-12-2013 12:42
"---Но почему такие громадные допуска по посадке пробки в трубу? Может контактная сварка применяется?" С-Б-А "Часто внутренняя канава пробки все же заполнена, остается только каемка без расширения внутрь." gnom
Присоединяюсь ко всем кто высказал отзывы по этому распилу. До этих фоток было предположение ,что эта канава не так проста как кажется ,а именно имеет расширение в глубине. И вот наконец это подтвердилось. Спасибо gondurasov. Размышляя о том от куда взялась эта( заусина,завиток) между пробкой и стенкой цилинндра и почему пробка имеет такую странную конфигурацию решил ,что если удастся это понять то и понятна будет технология соединения одного с другим. Думается так- берётся труба будущий цилиндр,раскаляется один конец,ставится вертикально скажем под пресс , в него запресовывается готовая деталь-пробка с рогами. Пробка имеет конфигурацию- катушки для ниток,при чём тот диаметр борта который мы видим в дне цилиндра меньше диаметра борта который впресовывается в трубу. При разогреве трубы он проходит в неё не гоня стружку ,а тот борт котрый больше в диаметре как раз при запресовке и гонит стружку ,которая и заполняет пространство между пробкой и стенкой трубы, т.е те" завитки " которые видны в разрезе. После остывания стенки трубы сужаются и образуется тот зазор который мы и называем канавой. Далее не знаю ,может стык обваривается и в дальнейшем обтачивается. И никаких высоких технологий, всё прозаично. Извиняюсь если туманно ,но как мог.
С-Б-А 06-12-2013 01:37
Есть контактная сварка, точечная. Где плоскости сжимаются электродами и пропускается ток. Но есть и вариант, где две детали более сложной формы сжимаются и через них пропускается ток. В этом варианте детали сжимаются в холодном виде и только потом пропускается ток. Тут стружка и снимается. Простой и технологичный способ. Правда непонятно откуда такие допуска. Если только кондукторы из меди и уже старые. Можно допустить, что рога с пробкой делались штамповкой с большим допуском и штамп изношен. После сварки все обрабатывалось до размера. На старых винтовках пробка с рогами приваривалась снаружи электродом, даже видны следы сварки.


 Гладкоствольная винтовка 11,7мм
Гладкоствольная винтовка 11,7мм