Значит для стенда нужно. Резервуар выточить поставить на него манометр, редуктор врезать для настройки давления, сделать камеру заредукторного 15куб примерно и врезать в неё точный манометр,после поставить дроссель, сделать отркывашку по эскизу и верезать усм как минимум на лазерной или гидрообразивной резке. Тааак и когда я всё это успею )))
Serj777 04-02-2017 21:02
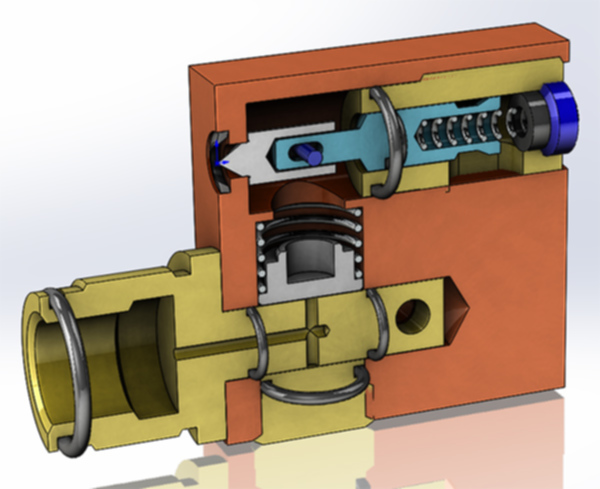
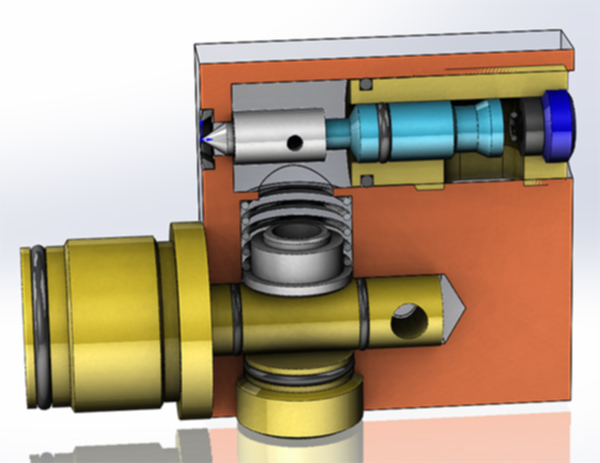
Дроссель/дожималка объема накопителя. Компенсирует потерю давления. В зависимости от формы можно немного играться с объемом накопителя.
Vadim Nord 04-02-2017 21:35
quote:Originally posted by sax: Тааак и когда я всё это успею )))
Так паралельно делай. Токарка надоест, мозгами шевели, обдумывай.
Процесс то творческий ! ...
sax 04-02-2017 22:00
quote: Так паралельно делай. Токарка надоест, мозгами шевели, обдумывай. Процесс то творческий ! ...
Процесс то творческий, но нужно выдать какие то данные Сергею чтоб он дальше что то накидывал или менял в эскизах. Меня пока останавливает нет стволика(ещё не пришёл) нет пока доступа к токарному со сквозняком больше 42мм в шпинделе нарезать резьбы в резервуаре для пробок и лазер или гидроабразив вырезать УСМ , вроде выход есть хочу узнать у них какой завал получится при резке и точность позиционирования их резки.
Serj777 04-02-2017 22:04
quote:Изначально написано sax: Значит для стенда нужно. Резервуар выточить поставить на него манометр, редуктор врезать для настройки давления, сделать камеру заредукторного 15куб примерно и врезать в неё точный манометр,...
Дроссельную камеру или объем для дросселя в коробке. Думаю что дроссель не мало может повлиять на выхлоп.
quote:Изначально написано sax: , сделать отркывашку по эскизу и верезать усм как минимум на лазерной или гидрообразивной резке.
quote:Изначально написано sax: Тааак и когда я всё это успею )))
Потихоньку, не перенапрягаясь, вдумчиво. Когда нибудь да сделается.
sax 04-02-2017 22:09
quote: Дроссель/дожималка объема накопителя. Компенсирует потерю давления. В зависимости от формы можно немного играться с объемом накопителя.
Подскажи принцип работы дожималки. Мне кажется просто весь объём что успеет вылетит и всё. Что там будет дожимать ? Белая деталь плоская снизу и лежит на круглом носике пробки. Точка контакта будет плоскость по сфере.
Serj777 04-02-2017 22:29
quote:Изначально написано sax: лазер или гидроабразив вырезать УСМ , вроде выход есть хочу узнать у них какой завал получится при резке и точность позиционирования их резки.
По гидрорезке сопло в зависимости от износа дает прорезь 1,5-3мм. Кромка на медленной подаче получается ровненькой.
На лазере прорезь 0,25-0,3 для листа 3мм. На цветмете борода сильнее, на чернине меньше.
В DWG в Сервис/Настройка/Экран - сглаживание дуг и окружностей 20000. А то в место отверстий шестигранников напилят. Сохранить как DWG 2000.
PS Диаметр отверстия не должен быть меньше толщины листа. Хотя мне делали на мой страх и риск.
sax 04-02-2017 22:40
А может отверстия самому лучше насверлить, точно будет ровнее. Дать на 3.9 потом разверткой пройти на 4. Главное вырезать конуры и радиуса. Думаю из пластины 5-6мм делать и что найду 40х13 или 65г Я бы да на эррозию, ну там запросят больше и носом точно крутить будут. У них сильная загрузка по работе. Вообщем если сопло не свежее, лучше лазером резать, я понял.
wellad 04-02-2017 22:50
А такой вариант в качестве бреда. Как принцип
Serj777 04-02-2017 22:58
quote:Изначально написано sax: Подскажи принцип работы дожималки. Мне кажется просто весь объём что успеет вылетит и всё. Что там будет дожимать ? Белая деталь плоская снизу и лежит на круглом носике пробки. Точка контакта будет плоскость по сфере.
В обычном случае сливая объем накопителя, объем накопителя не меняется.
При сливе накопителя с дожималкой, как только в накопителе начинает падать давление, давлением из заредукторного дроссель прет на верх, меняет объем накопителя на уменьшение, а значит давление толкающее пулю будет оставаться на протяжении времени больше.
PS В общем если такой дроссель подтвердит свою пользу, можно будет сводить к минимуму объем накопителя и увеличивать объем дросселя.
sax 04-02-2017 23:13
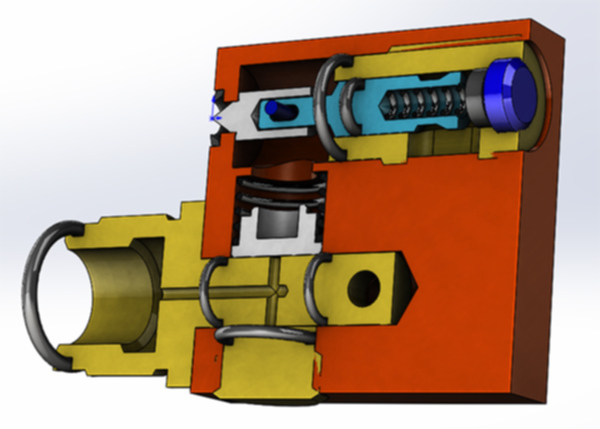
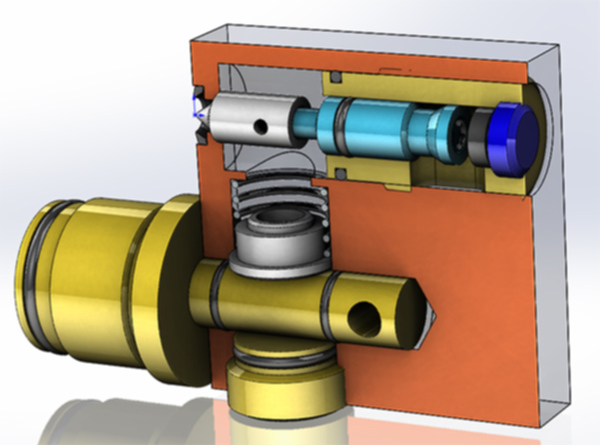
Какие зазоры на белой детали ? не будет перекосов ? очень малая точка контакта со стенками корпуса. Пружина не будет принимать постоянно жёсткий удар витками друг о друга ?
Vadim Nord 04-02-2017 23:15
quote:Originally posted by sax: отверстия самому лучше насверлить, точно будет ровнее. Дать на 3.9 потом разверткой пройти на 4. Главное вырезать конуры и радиуса. Думаю из пластины 5-6мм делать
Ну да! УСМ, лучше вручную делать. По старинке. Я так и делаю.
wellad 04-02-2017 23:17
quote:Originally posted by Vadim Nord: УСМ, лучше вручную делать. По старинке. Я так и делаю.
Ага, я большой напильник весь испилил на усмы
sax 04-02-2017 23:31
Блин его устанешь пилить, у меня столько терпения нет ) Хотя как то делал дальнобойный фонарь, диаметр головы 100мм, длинна головы 120мм, вес заготовки Д16 3.5кг , на выходе вес готовой детали 400 грамм )))
Serj777 04-02-2017 23:31
quote:Изначально написано sax: А может отверстия самому лучше насверлить, точно будет ровнее. Дать на 3.9 потом разверткой пройти на 4. Главное вырезать конуры и радиуса. Думаю из пластины 5-6мм делать и что найду 40х13 или 65г Я бы да на эррозию, ну там запросят больше и носом точно крутить будут. У них сильная загрузка по работе. Вообщем если сопло не свежее, лучше лазером резать, я понял.
Я стараюсь все делать на лазаре с допуском на доработку. Там где ездит друг по другу +0,2 на шлифовку бороды. Отверстия -0,3-0,5 на проход сверлом.
Лазер сделает точнее по любому. Не забудьте о стенках корпуса УСМ. Удобнее на стенде УСМ своей коробочкой прикручивать.
Serj777 04-02-2017 23:37
quote:Изначально написано sax: Какие зазоры на белой детали ? не будет перекосов ? очень малая точка контакта со стенками корпуса. Пружина не будет принимать постоянно жёсткий удар витками друг о друга ?
Зазоры внешние по минимуму. Перекосов особо не должно быть. Практика покажет. Большой вес дросселя думаю тоже будет не на пользу. Пружина полностью не сжимается, дроссель упрется в свое седло.
PS Не показал насечки. Можно надрезать по верху кольцо, но я против, по надрезам может пойти трещина. Проще просверлить насквозь сверлышком.
sax 04-02-2017 23:41
quote: Я стараюсь все делать на лазаре с допуском на доработку. Там где ездит друг по другу +0,2 на шлифовку бороды. Отверстия -0,3-0,5 на проход сверлом.
Для лазера, как вариант. Так и попробую если договорюсь за лазер. Я так и планировал корпус отдельно под УСМ и двумя винтами прикрутить его снизу. Сергей может будет время подумай как правильно нам барабан переводить и чем, концепцию. Либо давлением как в хубене, либо механикой от поршня.
Serj777 04-02-2017 23:45
quote:Изначально написано sax: Сергей может будет время подумай как правильно нам барабан переводить и чем, концепцию. Либо давлением как в хубене, либо механикой от поршня.
Механикой от тяги спускового крючка. Взвод при нажатии на спуск. Спуск шептала барабанчика при практически полном возврате спускового крючка в исходное положение.
sax 04-02-2017 23:45
quote: Зазоры внешние по минимуму. Перекосов особо не должно быть. Практика покажет. Большой вес дросселя думаю тоже будет не на пользу.
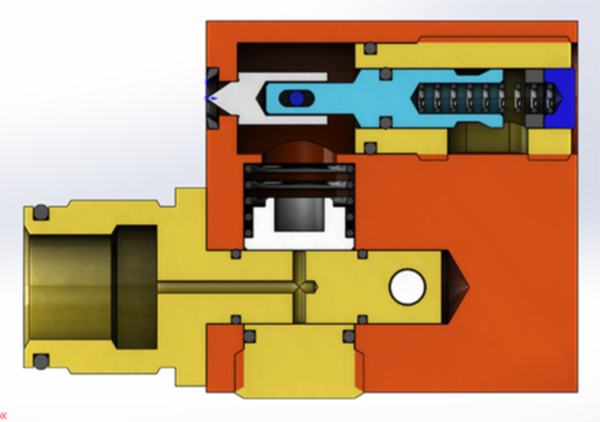
В том то и момент, если малый зазор на таком диаметре и при таком малом контакте с корпусом, чуть перекос, даже минимальный, сразу клин. Я это прошёл когда делал подобным образом кнопку торцевую для фонаря. Думаю нужно немного по другому делать.
Serj777 04-02-2017 23:50
quote:Изначально написано sax: В том то и момент, если малый зазор на таком диаметре и при таком малом контакте с корпусом, чуть перекос, даже минимальный, сразу клин. Я это прошёл когда делал подобным образом кнопку торцевую для фонаря. Думаю нужно немного по другому делать.
Я счел мысль разумной и отобразил ее сходу. Конечно можно подумать как все это сделать надежнее.


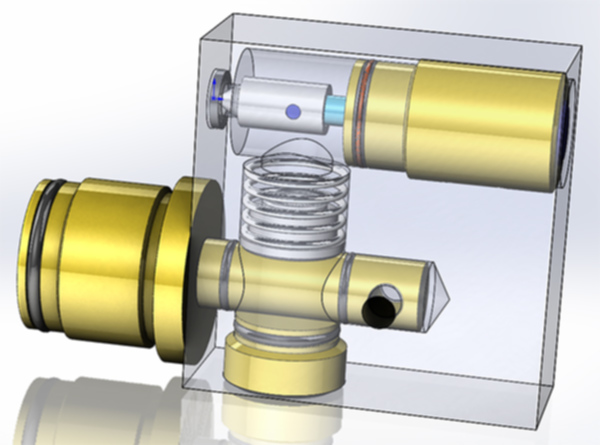
 Ствольная коробка с 12-каморным барабаном. Фотки
Ствольная коробка с 12-каморным барабаном. Фотки