Еще иногда за такие деньги можно школьный ТВ4-6 отжать у незнающих людей
Владимир1313 12-11-2011 16:34
И в десять всё равно не вложиться
South 12-11-2011 17:38
quote:Originally posted by Drix:
Короче - развлеклись по полной программе.
Это ты, Сергей, вот эту тему не читал: (профиль общения тот же самый - станочно-РСРшный). Вроде бы и разные люди общаются, а стиль и темы - одни и те же. Нормально! Развлекаться тоже надо. А результатами и наработками - в основном форуме делиться.
hoakinn 12-11-2011 19:10
Не bd-3 выбросьте сразу из головы, чтоб не расстраиваться.
Borshevich 13-11-2011 12:11
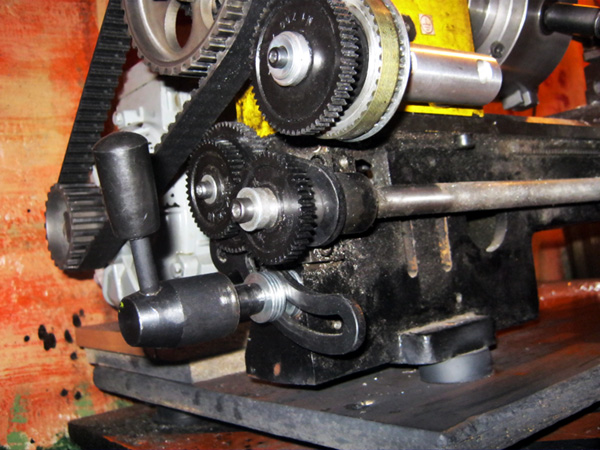
И прихреначил ручку для зажима :
Konstantin_E 13-11-2011 13:13
Ваня, а автоподачей ты принципиально пока не пользуешься? Исходя из конфигурации гитары.
Borshevich 13-11-2011 13:39
quote: Ваня, а автоподачей ты принципиально пока не пользуешься? Исходя из конфигурации гитары.
У нас же детали все маленькие, крайне редко больше ф40. Потому карбиду ограничения в скорости резания у нас нема, даже при 70м/с по мелочевеке из закаленной стали можно до 1500 крутить. Врубил сколько есть оборотов и пошёл вручную наощупь. Привычко.
Dv 13-11-2011 22:45
Будущим ЧПУшникам выдаю малек своего опыта. Дабы они не напарывались на те же грабли, что и я в процессе самообучения
Фрезеровка
хомута коробки для Кросман 1377 из листа дюрали Д16Т на самодельном
фрезерном станке с ЧПУ. Фреза 4мм двухперая. Скорость движения фрезы 800
мм/мин. Снимает по 0.2 мм так как фреза из быстрореза, а быстрорез на
больших оборотах сразу садится если по многу срезать. Обороты 25 000. В
таком режиме фреза удовлетворительно работает полтора часа. После нужно
затачивать. Карбидо-вольфрамовой можно драть спокойно и до десяти раз
глубже. С той же скоростью. Только не забыть тогда диаметр фрезы до 8ми
мм. увеличить.
Вот такая боковая поверхность получается после фрезеровки.
Одноперой
твердосплавной мебельной рекомендую не пытаться делать такие операции.
Боковая поверхность остается вся в вертикальных рисках.
firefox 14-11-2011 01:19
Что за шпиндель у вас на станке? Какая стратегия обработки выбрана? HSM? В какой САМ проге работаете?
Dv 14-11-2011 01:47
quote:Originally posted by firefox: Что за шпиндель у вас на станке? Какая стратегия обработки выбрана? HSM? В какой САМ проге работаете?
Меня можно на ты называть. Шпиндель
у меня обычный Kress 800fme. Учитывая что все недорогие фрезерные
машины работают на оборотах от 11000 до 30000 то кроме стратегии HSM
использовать другие нерезонно. А без СОЖ нереально вообще, так как фрезы
изготовленые нашей русской промышленностью (которые позволяют
обрабатывать например чугун без СОЖ, при этом стружка идет раскаленной
выше 600 градусов) нам увы недоступны. А без охлаждения, при обработке
дюрали, идет ипучее налипание на режущую кромку. Кстати хорошую чистоту
по горизонтальной плоскости при чистовом проходе, можно получить на
оборотах 11000 и скорости перемещения фрезы 800 мм. Если послушать дядю
фрезеровщика который вышее чем на 1000-3000 оборотах не работал, то
поверхность никак не потянет на чистовую. Я лично пытался сначала при
минимальных оборотах 11000 на подаче 120-180 мм/мин. делать чистовые
проходы. Затирает поверхность хоть декалитрами СОЖ заливай. При подаче
800 мм/мин все зашибись. Так что почти все скорости пригодные для
ручного фрезера, на ЧПУ с оборотами на валу шпинделя до 30000 идут в
попу, анус, и сфинктер мочевого пузыря. Проги пишу в SprutCam. Хорошая прога. Русская разработка.
Забыл
еще сказать, что быстрорезом на таких злых оборотах черную сталь можно
даже не пытаться обработать. Сразу ломает фрезу. Хотя может сталь
повышеной обрабатываемости и можно драть. Но мне пока такая не попалась
чтоб попытаться. А ВК8 у меня кушает чернуху нормально.
Borshevich 14-11-2011 09:51
Жень, выкинул
бы уже давно весь быстрорез, ни к чему он ни на лямень, ни на сталь. Я и
свой-то держу только из-за малых оборотов на универсале, а так бы его
списать "в навсегда", по-хорошему. А звук хороший, "правильный". Мне нравится
Dv 14-11-2011 11:28
Дык я бы давно выкинул.
Но нету пока карбида диаметра от 3-х до 5 мм двухперого. Ща деньжат
подсоберу и выпишу себе карбидика тыщи на 4 - 5
South 14-11-2011 13:37
Дядьки, а карбидные
фрезы это круто, получается? У меня на базаре "носороги" импортными
новыми карбидными фрезками по 6-7 долларов за штучку торгуют. 5, 6, 8 мм
диаметр. Правда, у меня фрезер больше 1450 оборотов не дает - есть ли смысл покупать? Или юзать быстрорез и не выпендриваться?
R-140m 14-11-2011 13:55
quote:Originally posted by Dv: В таком режиме фреза удовлетворительно работает полтора часа. После нужно затачивать.
Как ты точишь концевые фрезы? Если можно с фотками.
k.sever 14-11-2011 13:57
quote: Шпиндель у меня обычный Kress 800fme.
А им только дюраль можно обрабатывать или сталь тоже(хотя бы ст3)?
South 14-11-2011 14:40
Еще по поводу фрез -
недавно рылся на ебее, искал по слову mill - т.е. "фреза"
по-мурлюкански. А там чувак продает фрезы "на кучки" - новые и юзанные.
Штук по 50-100 в кучке. И быстрорез, и твердосплав - разные. Цена за
кучку - 20-50 долл. Нда... И еще фрезерный БУшный ХААС понравился -
13.500 долл. Интересно, если его там купить и сюда (Украина) привезти -
во сколько он в итоге обойдется?
hoakinn 14-11-2011 15:13
Залатой буит хаас энтот. Плюс бушная ЧПУшка пересылом т.е без проверки это настораживает.
Drix 14-11-2011 19:13
quote:Originally posted by Borshevich: И прихреначил ручку для зажима :
Смотрится красиво так, но все же из пластика шестеренки. Правда, и стОят они недорого, можно сменный комплект купить. Приятно, что Dv изделием похвастался. А я тоже гитары покажу. Там все из стали. ТВ-320:
16К20.
Если резать резьбу на больших трубах, 11 ниток на дюйм, все одно гитару
пересобирать. Та же плешь, только больше, тяжелее и грязнее...
Может, в умении работать на станках нам и в самом деле Китай помогает? "Дедушки-станочники" ушли уж. "Ухари-станочники" спились и оскудели.
А
китайский настольный станочек не простит и неверно заточенного резца, и
неверно выбранной подачи. Он просто "сломается", и покупать запчасти
придется "за свои". Новая станочная реальность, короче....
Dv 14-11-2011 19:23
quote:Originally posted by R-140m:
Как ты точишь концевые фрезы? Если можно с фотками.
Как работает фреза. Она
снимает по 0.2 мм металла. Значит и тупятся именно эти 0.2-0.3 мм
режущей кромки на фрезе. Вся остальная молотит воздух или взвесь из воды
и стружки. Т.е. не работает. Беру чашку алмазную с зерном 100. И
тупо стачиваю эти затупившиеся 0.2-0.3 мм. Делаю обратный конус, на
острых углах (верхушках образовавшихся зубов) делаю фаски под 45
градусов чтоб не скалывало. Можно работать дальше. То есть, постепенно фреза укарачивается. Как режущая кромка закончилась......в помойку фрезу. Только угол режущей кромки сильно не делать большим. А то скалывает.
hoakinn 14-11-2011 20:18
2 Drix: У ТВ-320 втулка вместо переднего подшипника качения? ЗЫ глянул на его фотки в инете: удобно ли круить когда штурваля наоборот? Зызы в объявах нашел продают такой за 10тр. Даже подубитый бы взял, но он плохо гармонирует с квартирой на 10 этаже


 Паразиты в утке!
Паразиты в утке!