Так с телефона, вдали от дома... Только после каникул.
Papasha 08-01-2011 12:01
А я и не тороплю. Приятного отдыха!
Александрыч 11-01-2011 03:53
Позанимался Promo-й вчера-сегодня. А началось с того, что стали меня терзать смутные сомнения по поводу задней бабки. Пока
в голове кучи держится - выложу методу элементарной проверки и
юстировки токарного станка. Если где-то уже похожее положили - ну... не
взыщите... лишнее не помеха... Для многих то, что я опишу - вещи элементарные, но знаю точно - для еще более многих - это темный лес.
Итак, начинаем слева направо. Патрон. Биение
шпинделя мерять можно, но не обязательно. Если по Вашему патрону не
били кувалдой - биение по его наружной поверхности будет отличаться не
на много. Подводим индикатор часового типа, со стрелкой. С ценой
деления 0,01. Смотрим, 0,02... При том, что производитель дает 0,02 НА
ШПИНДЕЛЕ: плюс собственное патрона. Чудесно. Если у Вас получилось больше - не расстраивайтесь, есть вещи пострашнее.
Кулачки.
Ставим в патрон цилиндрическую деталь длиной 40-50 мм, диаметром 8-16
мм, заведомо шлифованную в центрах. Такая деталь должна быть у каждого,
храниться в надежном месте , и, кроме как для замера биения не должна
применяться ни для чего. Это может быть что угодно: у меня кусок штока
ГП. Из кулачков выглядывает 10 мм. На этих 10-ти миллиметрах
меряем биение в одной точке, как можно ближе к кулачкам. В идеале - не
должно более чем на сотку отличаться от биения по наружной поверхности
патрона. Отличается. В сумме всего на детали вылезло 0,05: а то и больше. Тогда выход один - расточка-шлифовка кулачков.
Кто-то
растачивает, кто-то шлифует. Разницы нет. На маленьких станках можно
шлифовать цилиндрическим соосным камушком мелкой зернистости. Но есть
проблема с зажимом кулачков. Можно и не соосным, но тогда еще есть
проблема с креплением его в суппорте. Расточка, при правильно проведенных предварительных подготовительных операциях проще.
Зажимаем
на наружных губках обычных кулачков наружную обойму роликового
радиально-упорного подшипника, желательно нового, не работавшего.
Ставим твердосплавный расточной резец. Растачиваем крайний, самый
глубокий - дальний, зуб кулачков на 1 мм по всей длине. Снимаем
обойму . Теперь, ставим на эту проточку узкую цилиндрическую, заведомо
шлифованную в центрах деталь. В станках побольше это может быть лерка.
В нерасточенный патрон 80 лерка 20, к сожалению, не станет. Что-то
нашли, поставили-зажали, растачиваем кулачки. На всю длину, до упора в
зажатую деталь. Глубина микроскопическая - до появления следа проточки
на всех зубах кулачков по всей длине.
Пока центрованная
деталь зажата - можно заодно проточить первый зуб на начале, 1 х 1,5
или 1,5 х 1,5 мм., фактически - до убирания фаски. Это очень помогает
при зажатии тонких шайб и т.п.
Проточили, опять, при
помощи "заветной" детали проверяем биение. В идеале бить не должно
вообще. Если биение осталось - причина одна: что-то было сделано
неправильно. Проверьте порядок и последовательность своих действий. Теперь Ваш патрон в сборе отцентрован.
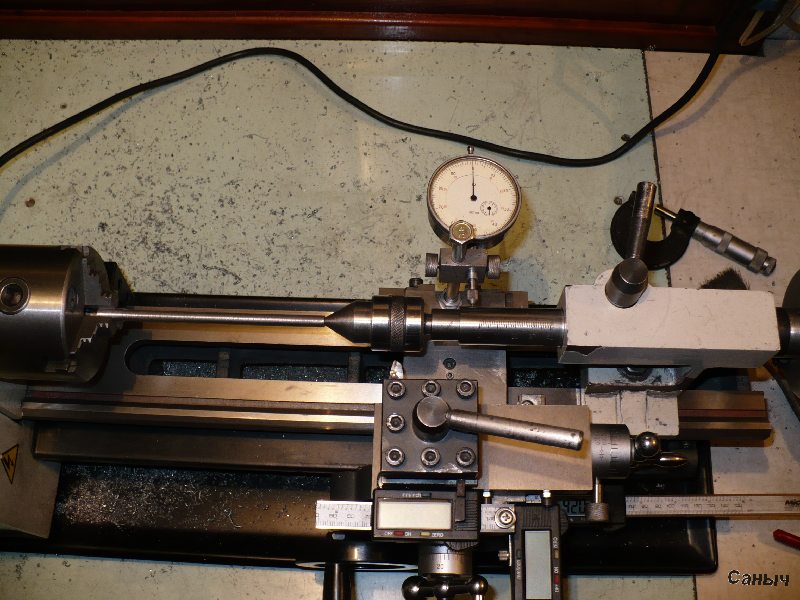
Переходим к задней бабке. В
патрон ставим заготовку Ф 14-16, длина - чем больше тем лучше... 100...
120... 150 мм. Центруем центровочным сверлом, переставляем - в конце в
патрон за край, центрованное начало подпираем ЗБ, с вращающимся
центром. Центр используем именно тот, в котором всегда точим.
Гурманы
говорят, что при проверке-регулировке станка нужно пользоваться
неподвижным центром. Он, якобы, точнее. Наверное правильно. Но. Я убил
день на юстировку станка с неподвижным "эталонным" центром. Вроде бы
отрегулировал. Поставил вращающийся центр, которым пользуюсь постоянно,
проточил пробу и получил конусность 0,2 мм. С тех пор я это правильное
мнение не разделяю. Любой конус должен быть проточен перед
использованием. Тогда он будет идеальным. Снимать его с патрона после
этого, до окончания изготовления детали, нельзя. Либо, опять
протачивать.
Пиноль выдвинута полностью, зажата. Усилие подпора небольшое, - только, чтобы не вырвало из центра.
Ставим
самый лучший проходной резец, и протачиваем заготовку с конца в конец,
на всю длину. Обороты и глубину делаем щадящие... точим точную деталь.
Резец с одного прохода должен пройти всю длину. Прошли. Берем микрометр и меряем получившийся диаметр в двух местах: на первых 10-ти мм возле патрона и возле центра. Если разница диаметров (в крайних концах детали, на длине до 150 мм) не превышает 2-3 сотки - можно выпить пива и закурить .
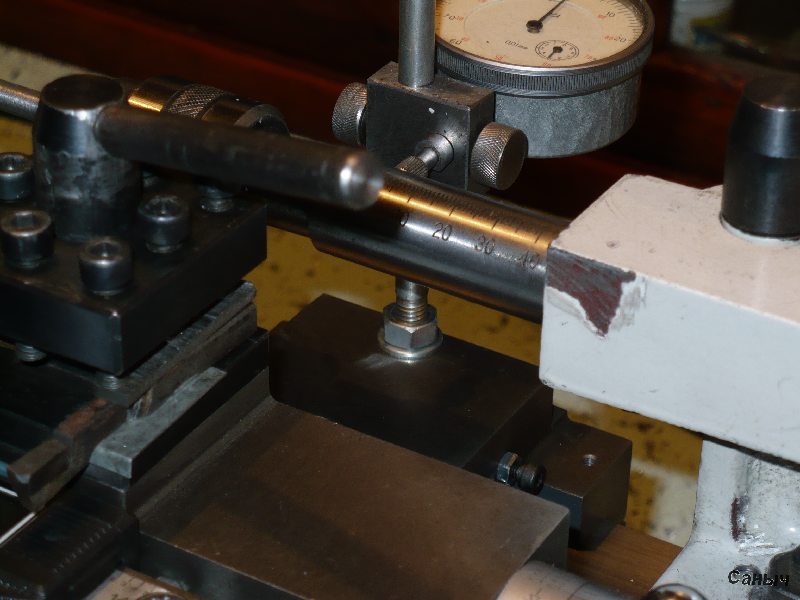
Теперь
подводим индикатор к пиноли и проводим ним по пиноли вдоль. Пиноль
шлифована в центрах, поэтому, колебание стрелки индикатора не должно
превышать 0,02. На входе пиноли, - первые 5 мм на колебания не обращаем
внимания. Там обычно разбито заталкиваемым конусом. Но дальше все
должно быть ровно. Если у Вас все получилось именно так - можно опять выпить пива! Состояние Вашего станка отличное!
Но так бывает далеко не всегда. В наличии разница диаметров. Это значит, что ось пиноли задней бабки смещена относительно оси шпинделя, и станок точит конус. Задняя
бабка, кроме всего прочего, состоит из двух деталей: нижней, основания,
лежащего на направляющих станины, и стоящего на основании корпуса... с
пинолью и прочим. Корпус может двигаться относительно основания в
горизонтальной плоскости. Именно в этой плоскости и должна быть
обеспечена соосность осей пиноли и шпинделя.
Если диаметр
детали у центра ЗБ больше диаметра у патрона - пиноль необходимо
придвинуть к резцу на половину разницы диаметров. И наоборот.
Пример. У патрона Ф 10,68 У центра ЗБ Ф 10,78 Разница: 10,78 - 10,68 = 0,1 Делим на 2: 0,1 : 2 = 0,05 Ось пиноли необходимо придвинуть к резцу на 0,05 мм. Соответственно, если диаметры поменять местами - пиноль нужно отодвинуть от резца на эту же величину.
Далее
- чисто практические упражнения. Подводим индикатор к контролируемой
части детали около ЗБ и перемещаем ЗБ на требуемую величину. Но самое
интересное дальше. Весь цимус в том, что передвигая ЗБ необходимо
обеспечить смещение именно оси, а не одной точки: - заднего центра.
Т.е., после каждого смещения необходимо провести индикатором по пиноли,
и выявить полную её параллельность оси станка. Померяли, подправили,
проверили по детали... и обнаружили, что ось в этом месте улетела на
0,2 совсем в другую сторону... опять подправили, проточили... получили
конус в другую сторону.
В ЗБ Prom-ы 300 и похожих, не
предусмотрен механизм точного горизонтального перемещения. Поэтому,
процесс регулировки задней бабки сильно напоминает секс стоя на лыжах в
гамаке. Два винта с заднего торца ЗБ, как где-то выше показал Костя,
в регулировке не помогают, но позволяют убрать угол осей. А вот точное
перемещение на микроскопическую величину - тут уже, у кого на что
хватит фантазии:
И
еще, один момент навеянный событиями крайних двух дней. Настоятельно
рекомендую переделать винт-фиксатор основания ЗБ на резьбу М6, и
добавить еще один, в задней части, за зажимным болтом. Места там
предостаточно.
И все равно, даже после усиления
крепления корпуса и основания ЗБ - после регулировки, советую
обращаться с задней баркой как с любимой женщиной - бережно и
осторожно... ... иначе - точить Вам одни конуса...
Всем удачи!
------------------ Кто в армии служил, тот в цирке не смеётся...
Deni-kin 11-01-2011 06:09
ИМХО Регулеровке
ЗБ на МГ, вообще не стоит уделять такого внимания - всё равно собьётся.
Намного надёжней это делать каждый раз, перед точением чего-то
"ответственного" - поджатием ЗБ и замеру по индикатору смещения чего-то
заведомого прямого (я тоже пользуюсь штоком от ГП (газ. упора)). А
надеется, что выставил один раз и будет стоять вечно... по началу тоже
так думал - когда только купил, пол дня потратил на "юстировку" ЗБ, а
через неделю пошли конуса - убил несколько деталей (не своих!). После
этого выставляю каждый раз - "набив" руку, это быстро и не сложно - 3-5
минут. И к стати, каждый раз есть смещение. О выставлении по центру кривых свёрел в кривых патронах, я уже не говорю . С Уважением.
Александрыч 12-01-2011 08:22
quote: Originally posted by Deni-kin: Регулеровке ЗБ на МГ, вообще не стоит уделять такого внимания
Я так не умею...
С Днем Рожденья! Здоровья, удачи, денег!
------------------ Кто в армии служил, тот в цирке не смеётся...
Papasha 12-01-2011 11:52
Присоединяюсь к поздравлениям! Ура!
Deni-kin 12-01-2011 23:02
quote: Originally posted by Александрыч: С Днем Рожденья! Здоровья, удачи, денег!
quote: Originally posted by Papasha: Присоединяюсь к поздравлениям! Ура!
СПАСИБО !!! А чего Ура-то? Сороклет типа не отмечают... Я конечно не на сухую сижу, но хочется чего-то большего...
ТЕХНАРЬ33 22-01-2011 19:42
У меня к
знатокам токарного дела тоже есть пара вопросов: в некоторых
переломках, в часности на хатсанах, уплотнение пердпуска осуществляется
посредством резиночки, которая устанавливается в проточку в стволе.
Думаю все это видели. Итак вопрос, каким резцом можно выполнить данную
проточку? Вопрос номер два: наверняка многие из вас точили ласточкины
хвосты, фреза с каким углом для этого используется?
Deni-kin 23-01-2011 16:01
1) Лучше проточить ствол, а сверху трубку. 2) 60.
ТЕХНАРЬ33 23-01-2011 16:49
Ага, с трубкой интересный вариант, но на хатсане нет трубки, там как-то в цельной болванке проточено.
Deni-kin 23-01-2011 18:09
Трубчатая торцевая фреза (незнаю как правильно называется).
ТЕХНАРЬ33 23-01-2011 19:33
Понял, а я думал резец виноват)))
Deni-kin 25-01-2011 17:34
Я вот написал - "Трубчатая торцевая фреза", а потом подумал - а где её взять-то? Попробавал сделать - вроде получилось... Это
хвостовик сверла ф 9мм.(какое было не жалко), внутренее ф6,5мм. Только
надо закалить и перезаточить, так что на стали пока не пробовал, а
пластик и алл. режет как тёплое г...
Только не надо писать, что очень похоже на первобытное орудие труда - сам знаю! Главное работает!
Deni-kin 01-02-2011 14:47
Опять реклама получается - да и хрен с ним . Зашёл я тут в "Метизы", а там отдел электрики обновился, обнюхал я всё и нашёл вот какую штуку . Для управления скорости вращения электродвигателя в самый раз (при чём - можно дистанционно )! Проверено на пылесосе, кофемолке и эл.дрели
. Единственный недостаток - при нажатии клавиши - до полного "разгона"
примерно 4сек. - быстровато. И защиты от перегрузки вроде-бы нет - а
так, вполне приемлемая альтернатива, для замены рег.скорости вращения
(у кого нет или полетел).
ТЕХНАРЬ33 01-02-2011 17:50
quote: Originally posted by Deni-kin: Я вот написал - "Трубчатая торцевая фреза", а потом подумал - а где её взять-то? Попробавал сделать - вроде получилось...
ха, я её как то себе по другому представлял, ну например так:
ТЕХНАРЬ33 01-02-2011 18:51
Только
это не фреза, а шарошка. И после мысленных прикидок решил, что ваша
конструкция получается очень хорошая. А в фрезе по типу шарошки просто
нет каналов для отвода стружки, но как мне кажется фреза с большим
числом рeжущих кромок будет лучше работать. В итоге сложился образ
фрезы как ваша только, скажем, с тремя режущеми кромками.
Deni-kin 01-02-2011 19:59
quote: Originally posted by ТЕХНАРЬ33: что ваша конструкция получается очень хорошая
Не "ваша" а "твоя", в смысле на "Ты".
quote: Originally posted by ТЕХНАРЬ33: но как мне кажется фреза с большим числом рeжущих кромок будет лучше работать
Согласен...
quote: Originally posted by ТЕХНАРЬ33: с тремя режущеми кромками
Вся
прблема в том, что в домашних условиях очень сложно править 2-3 итд
перьевую фрезу так, что бы она работала нормально (всеми гранями). По
этому 1 кромка....
ТЕХНАРЬ33 02-02-2011 06:55
quote: Originally posted by Deni-kin: Вся
прблема в том, что в домашних условиях очень сложно править 3-4-5
перьевую фрезу так, что бы она работала нормально. По этому 1 кромка....
это
да... Бывает что двухперьевое сверло с первого раза заточить не
получется). Про фрезы тоже так подумывал на досуге, что в ручную все
кромки одинаково заточить не получется, а как же на заводах делают?
Наверное существуют специальные приспособы для этого.(на досуге
потомучто не разу пока не фрезеровал и проблема заточки фрез остро не
стояла)
ТЕХНАРЬ33 03-02-2011 12:44
Сегодня
попытался заточить резец так, чтобы поверхность после прохода им
получалась почти зеркальная. Один раз у меня такое уже удавалось,
правда случайно. Вот попытался повторить сознательно. Замудохался
перетачивать, но так ничего не получилось. И ещё, черт дёрнул, помазал
кулачки и улитку в патроне маслом-всего маслом забрызгало. Надо будет
разобрать, протереть и помазать литолом.
Papasha 03-02-2011 14:49
quote: И
ещё, черт дёрнул, помазал кулачки и улитку в патроне маслом-всего
маслом забрызгало. Надо будет разобрать, протереть и помазать литолом.
у меня тоже такое было. Правда я ожидал эту пакость и завесил тряпкой предполагаемую траекторию обсирания. Остался чистым.


 Послевоенная судьба танков
Послевоенная судьба танков